MAZAK作为世界知名机床生产厂家,一贯秉承自动化、柔性化、智能化的生产理念,为客户提供先进设备的同时,也在不断探索最先进的生产理念及最优化的生产方式。为了实现智能化生产,MAZAK公司于2015年年初开始对大口总部工厂进行了新一轮生产体系智能化改造。
日本MAZAK大口总部是卧式加工中心的主要生产基地,本次生产改造是自1998年第一次智能升级改造以来的第二次大规模生产改造。在此次升级改造中,除了对机加工系统进行了智能化升级之外,同时也对钣金制造系统进行了智能化改造升级,还引进了自动分拣装置以及智能生产控制系统。接下来本文将对MAZAK大口钣金工厂生产改造项目的具体情况进行介绍。
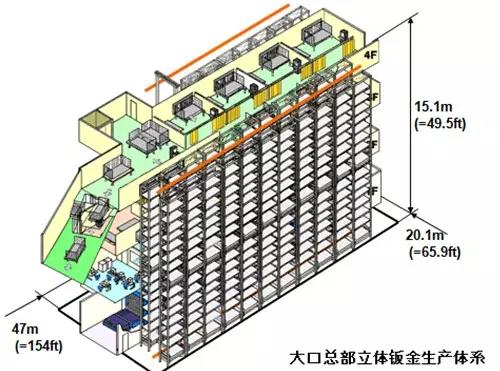
如上图所示,大口钣金工厂共有上下四层:一层为钣金激光切割和折弯,二层、三层为钣金焊接,四层为涂装,通过智能化控制系统以及全自动托盘系统,实现了各工序生产的无缝衔接。
改造项目
本次智能改造主要由三大项组成:导入智能生产控制系统、引进自动分拣装置和加工设备更新和钣金生产系统一体化。
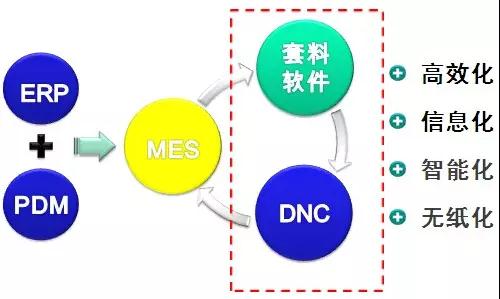
第一项,通过导入智能生产控制系统,可共享各工序的生产信息,实现智能化的订单管理。从接受订单-下单-验收一体化信息管理。
第二项,引进自动分拣装置OPTOPATH,并对加工设备以及材料料库进行了换型升级及扩充,其中激光加工设备使用了MAZAK光纤激光加工机OPTIPLEX 3015 FIBERⅡ 4.0kw+FMS系统。下面将以一层的钣金激光切割和折弯工序为例进行说明。
工厂改造前使用的是2台激光加工机SUPER TURBO-X510 SC 1.5kw,6段材料料库(2t/段,最大荷载量12t),6台冲压折弯机APEX 100t(折弯长3100mm2台,2500mm4台)。
工厂改造后,导入了OPTOPATH和氮气气体发生装置(PSA),激光加工机更新为2台OPTIPLEX 3015 FIBERⅡ4.0kw +FMS系统,材料料库更新为10段(3t/段,最大荷载量30t),冲压折弯机更新为3台BH13530 135t(折弯长3100mm),4台BH8525 85t(折弯长2600mm)。
第三项,通过智能化生产系统以及全自动托盘系统,对激光切割、折弯、焊接、涂装的生产工序和物流流程进行了优化,实现钣金生产系统一体化管理。
改造效果
本次智能改造大幅提高了整体生产能力和生产效率,将一部分原来外包生产的产品部件变为自行生产,有效降低了生产成本,同时也缩短了生产周期。
通过导入智能生产控制系统,实现各工序生产信息共享,优化整合了整体生产流程结构,减少生产等待时间,实现智能化生产管理。同时,自动分拣装置OPTOPATH的导入,减少了人工参与,加快生产速度及产品传递速度,使生产效率得以大幅提高。通过钣金生产系统一体化,将激光切割、折弯、焊接、涂装的生产工序和物流流程进行无缝衔接,实现了激光切割生产线无人化生产。
在本次智能改造中,焊接工序的生产效率提高了3%,折弯工序的生产效率提高了18%,特别是激光切割的生产效率提高了78%。本次智能改造将激光加工机更新为MAZAK光纤激光加工机,并导入了氮气气体发生装置(PSA)。与原来使用的CO2激光加工机SUPER TURBO-X510 SC 1.5kw相比,OPTIPLEX 3015FIBERⅡ4.0kw(使用氮气作为辅助气体)的加工时间缩短为原来的一半,使得板材切割速度和加工品质得到了大幅提升。
与原来的CO2激光加工机相比,光纤激光加工机不需要激光气体和定期点检,具有运行维护成本低、耗电量低等优点,进一步降低了运行成本。由此可见,加工设备的更新,有效提高了生产效率和加工质量,缩短和降低了辅助时间及运行成本。
MAZAK通过对钣金生产系统的改造,有效提高了生产效率,降低了生产成本。作为世界知名机床生产厂家,以对生产模式的不断探索为基础,致力于为钣金制造企业提供最优化的生产解决方案,也希望能够成为中国钣金企业实现智能化生产和产业升级之路上的最佳合作伙伴。
焊装车间不仅实现了焊接自动化率100%,还导入国内领先的智能化的自适应焊接控制器,这种控制器可根据板材的配合情况在设定范围内自动调整最优的焊接参数,从而实现在充分保障焊接强度的同时,大大减少焊接飞溅,能耗比传统控制方式降低20%。焊装车间还可同时对焊接控制器进行联网监控,基于网络对焊接数据进行收集和分析,用于指导高强度车身的生产。此外,焊装车间还引进本田最新总拼系统(Smart-G/W),具有定位精确、生产柔性大、可靠性高等特点,切换完全自动化,适应高精度卓越品质的生产需求
涂装车间在本田全球范围内首次突破性采用U型摆杆吊架前处理电泳线,并在中国汽车制造业界首次实现密封胶100%自动化涂抹;此外,涂装车间的每一台车身都安装了无线射频(RFID)识别装置,实现了储存、传感、无线通信的集成化管理。
此外,涂装车间的每一台装载滑橇上都安装了无线射频(RFID)识别装置,实现了储存、传感、无线通信的集成化管理,处处体现智慧工厂的特点,每个工序不仅仅是制造这么简单,它还是一个庞大的信息智能网络工程。
一台产品车的最终诞生是总装车间。总装车间给人的第一感觉就是繁忙,就像一个超大型超市,分布着让人眼花缭乱的零配件和往来匆忙的物流小车。和普通人逛超市不同,总装线上琳琅满目的配件都被打上了编号,智能物流系统会将繁杂配件通过物流小车准确及时的送到所需的工位。在整个智能物流系统里,最聪明的要属智能AGV(智能叉车)了,AGV小车根据指令将零件送到对应的工位后,AGV就会把清空的“购物车”移走,再把全新装满零件的“购物车”送到下一个工位。有条不紊,秩序井然。
来源:e制造
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。
|



